



广东旭海森机器人有限公司
深圳市旭海森科技有限公司
联系人:余意
电 话:13342984080
E-mail:yuyi@xuhaisen.com
767851166@qq.com
网 址:www.xuhaisen.com
公司地址:广东省东莞市松山湖园区寿昌路5号中集产城中区1栋3单元412
设备检查:首先确认设备供电(220V/380V 需与设备匹配)、气源(压力 0.5-0.7MPa)是否稳定,检查机械臂、导轨、针头有无松动或变形,视觉系统镜头是否清洁无污渍;其次查看胶水容器液位,确保胶水充足且无沉淀、结块(如硅胶需提前搅拌均匀,UV 胶需避光储存),并更换老化或堵塞的针头(建议根据胶水粘度选择针头口径,低粘度胶选 0.1-0.3mm,高粘度胶选 0.5-1mm)。
参数设定:根据生产需求在控制系统中输入基础参数,包括点胶速度(一般 30-300mm/s,精细作业选低速,批量生产选高速)、胶量大小(通过出胶时间或压力调节,如环氧胶单次出胶时间设 0.1-0.3s)、点胶间隔(避免胶点粘连,间距通常为针头口径的 1.5-2 倍),同时导入产品点胶轨迹文件(支持 CAD、G 代码等格式,复杂轨迹需提前模拟)。
安全防护:操作人员需佩戴防静电手环(尤其电子行业)、耐溶剂手套(防止胶水腐蚀皮肤),若使用 UV 胶需佩戴紫外线防护眼镜;检查设备急停按钮、安全光栅是否正常,确保作业区域无障碍物,避免机械臂运动时发生碰撞。
试胶校准:在废料板上进行试点胶,观察胶点大小、形状是否均匀,若胶点过大(需降低供胶压力或缩短出胶时间)、过小(需增大压力或延长时间)、出现拉丝(需降低点胶速度或更换防拉丝针头),逐步调整参数直至符合标准;对于视觉定位机型,需将标准样品放入工作台,启动视觉校准功能,确保设备识别的产品位置与实际轨迹偏差≤0.01mm。
轨迹验证:启动空运行模式,让机械臂沿设定轨迹移动,检查是否存在卡顿、超程或与夹具干涉问题,重点验证转角、圆弧等复杂轨迹的平滑度(如 LED 灯珠阵列点胶,需确保每颗灯珠的胶点位置偏差≤0.05mm);若为在线式设备,需调节传送带速度与点胶节奏匹配,避免出现漏点或重复点胶。
首件检验:批量生产前需制作 3-5 件首件产品,通过显微镜检查胶点尺寸、位置精度,测试粘结强度(如手机屏幕边框密封,需进行防水测试,确保 IP67 标准)、绝缘性能(如 PCB 板焊盘涂胶,需用万用表检测绝缘电阻≥100MΩ),首件合格后方可启动批量生产。
实时监控:生产过程中需每 30 分钟抽样检查一次,观察胶水是否出现断胶、气泡(可能因胶水粘度变化或供胶管路漏气),设备运行声音是否正常(异常噪音可能因导轨缺油或电机故障);对于喷射式点胶机,需实时查看喷头温度,避免温度过高导致胶水固化堵塞。
设备清洁:关闭供胶系统,拆卸针头、供胶管路,用专用溶剂(如酒精清洁环氧胶、丙酮清洁硅胶)冲洗管路,用无尘布擦拭针头、工作台,避免胶水残留固化影响下次使用;视觉系统镜头需用镜头纸蘸取镜头清洁剂轻轻擦拭,防止灰尘堆积影响识别精度。
参数保存与关机:在控制系统中保存本次生产参数(命名格式建议为 “产品型号 + 日期”),便于下次调用;关闭设备电源、气源,整理生产废料与工具,填写设备运行记录(包括生产数量、不良率、设备异常情况)。
可能原因:①供胶压力不稳定(气源压力波动或减压阀故障);②胶水粘度变化(温度升高导致粘度降低,或胶水存放过久出现沉淀);③针头磨损(长期使用导致针头孔径变大)。
解决方案:①更换高精度减压阀,确保气源压力稳定在 0.5-0.7MPa,在供胶管路中增加压力缓冲器;②将胶水放置在恒温环境(20-25℃),使用前搅拌均匀,若胶水沉淀严重需更换新胶水;③更换同型号新针头,建议每生产 5000 件产品更换一次针头(高粘度胶水需缩短更换周期)。
可能原因:①胶水固化(UV 胶未避光导致提前固化,或热熔胶温度不足未完全融化);②胶水杂质过多(未经过滤直接使用);③作业后未及时清洁针头(胶水残留固化堵塞孔径)。
解决方案:①UV 胶需使用遮光供胶桶,热熔胶需将温度升高至规定范围(通常 180-220℃)并保温 10 分钟;②在供胶管路中安装 10-20μm 过滤器,过滤胶水杂质;③作业后立即用专用溶剂冲洗针头,若已固化,可将针头浸泡在溶剂中 30 分钟后用通针疏通(注意避免损坏针头内壁)。
可能原因:①视觉定位故障(镜头污染、光源亮度不足,或产品定位夹具松动);②机械臂精度下降(导轨磨损、伺服电机参数漂移);③产品放置偏移(在线式设备传送带震动导致产品移位)。
解决方案:①用镜头清洁剂擦拭视觉镜头,调整光源亮度至最佳识别状态,紧固定位夹具螺丝;②对机械臂进行精度校准(通过控制系统的 “校准向导”,移动机械臂至标准坐标点修正偏差),若导轨磨损严重需更换导轨滑块;③在传送带两侧增加导向装置,调整传送带速度与机械臂运动节奏匹配,必要时增加产品定位传感器。
可能原因:①点胶速度过快(胶水未完全脱离针头即移动);②胶水粘度太高(未加热或搅拌不均匀);③针头离产品表面距离过大(胶水在重力作用下拉长)。
解决方案:①降低点胶速度(如从 200mm/s 降至 100mm/s),在点胶结束后增加 “回吸” 功能(回吸压力 0.1-0.2MPa),将针头内多余胶水回吸;②对高粘度胶水进行加热(如硅胶加热至 40-50℃),或添加适量稀释剂(需符合产品质量要求)降低粘度;③调整针头高度,使针头离产品表面距离控制在 0.1-0.3mm(根据胶点大小调整)。
可能原因:①导轨缺油(长期使用导致润滑油流失,摩擦增大);②机械臂负载过重(安装的夹具或针头超出设备承重范围);③控制系统程序错误(轨迹文件存在断点或重复指令)。
解决方案:①用专用导轨润滑油(如锂基润滑脂)涂抹导轨表面,每运行 100 小时润滑一次;②减轻夹具重量,更换轻量化针头,确保负载不超过设备额定承重(通常桌面式设备承重≤5kg,落地式≤20kg);③检查轨迹文件,删除错误指令,重新生成并导入程序,必要时恢复设备出厂设置后重新调试。
可能原因:①产品表面反光或颜色单一(视觉无法捕捉特征点);②光源角度不当(强光直射导致阴影,或光线过暗无法清晰成像);③视觉参数设置错误(曝光时间过短、对比度不足)。
解决方案:①在产品表面增加定位标记(如黑色圆点),或使用漫反射光源减少反光;②调整光源角度(如 45° 角照射),增加补光装置,确保产品特征点清晰可见;③在视觉软件中延长曝光时间(从 10ms 调整至 30ms),提高对比度(如从 50 调整至 80),重新进行视觉校准。
清洁:作业前用无尘布擦拭工作台、机械臂表面,清除灰尘与胶水残留;作业后拆卸针头、供胶管路,用溶剂彻底清洁,清洁完成后晾干并妥善存放(针头需放入专用收纳盒,避免碰撞变形)。
检查:查看气源压力表、胶水液位计,确保压力与液位正常;检查急停按钮、安全光栅,按压急停按钮测试设备是否立即停机,遮挡安全光栅测试机械臂是否停止运动;倾听设备运行声音,若有异常噪音及时停机检查。
润滑:对机械臂导轨、丝杠涂抹专用润滑油,涂抹前需用无尘布擦拭导轨表面的油污与杂质,避免混合污染;对伺服电机轴承添加润滑脂(每台电机添加量约 5g),确保电机运转顺畅。
校准:进行点胶精度校准,在工作台放置标准校准块(精度 ±0.001mm),启动校准程序,让机械臂移动至校准块的多个坐标点,记录偏差值并修正,确保重复定位精度≤±0.005mm;对视觉系统进行校准,用标准样品重新设定识别参数,确保识别成功率≥99.9%。
深度检查:拆卸供胶系统,检查供胶泵、电磁阀是否有泄漏(如密封圈老化需及时更换);检查伺服电机、驱动器的连接线是否松动,用万用表检测电机绕组电阻(正常阻值应在 5-10Ω,偏差过大需维修电机);检查视觉系统镜头是否有划痕,若划痕影响成像需更换镜头。
性能测试:进行设备满载测试,在机械臂负载下运行复杂轨迹,测试设备运行稳定性;抽取过去一个月的生产数据,分析设备故障率、不良率变化趋势,若故障率上升需排查根本原因(如频繁堵塞可能因胶水质量问题,需更换胶水供应商)。
彻底清洁设备内部与外部,拆卸所有易损件(针头、供胶管路、密封圈),用防锈油涂抹金属部件(如导轨、丝杠),防止生锈;将设备断电、断气,用防尘罩覆盖设备,避免灰尘进入;定期(每 2 周)通电开机 30 分钟,让伺服电机、控制系统预热,防止电容老化。
禁止在设备运行时将手或工具伸入机械臂运动范围(安全光栅感应区域),如需调整需先按下急停按钮;
定期检查机械臂限位开关,确保限位准确(若限位失效,机械臂可能超程碰撞设备外壳);
在线式设备的传送带入口与出口需安装防护栏,防止操作人员误触运动部件。
操作人员需佩戴耐溶剂手套、护目镜,若胶水接触皮肤需立即用清水冲洗,严重时就医;
胶水需存放在通风、阴凉、避光的专用仓库,远离火源(部分胶水如环氧胶属于易燃品),并张贴 “腐蚀性”“易燃” 等警示标识;
作业区域需安装通风设备(如排气扇),避免胶水挥发的有害气体(如硅胶挥发的甲醇)积聚,定期检测空气质量。
设备接地电阻需≤4Ω,定期检查电源线、信号线是否有破损,若有破损需立即更换(禁止用胶带缠绕临时处理);
禁止在设备附近放置水杯、金属工具,防止液体渗入设备内部导致短路;
设备配电箱需定期清洁,清除灰尘与杂物,检查断路器、接触器是否有过热痕迹(如触点烧蚀需更换)。



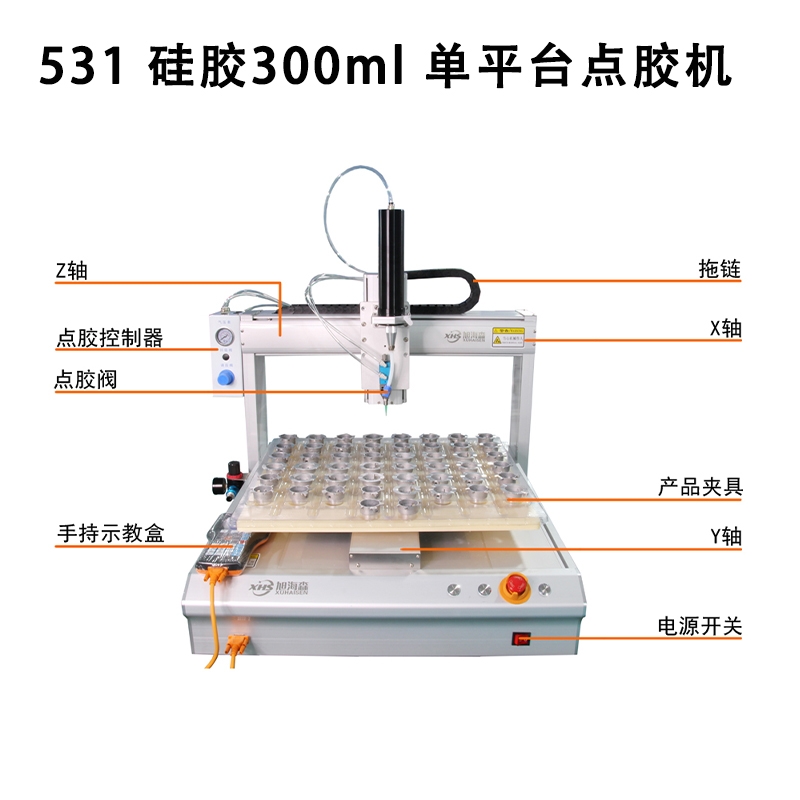
 关键词:自动点胶机
关键词:自动点胶机 