
广东旭海森机器人有限公司
深圳市旭海森科技有限公司
联系人:余意
电 话:186 7678 5116
电 话:133 2261 2191
E-mail:yuyi@xuhaisen.com
767851166@qq.com
网 址:www.xuhaisen.com
公司地址:广东省东莞市松山湖园区寿昌路5号中集产城中区1栋3单元412
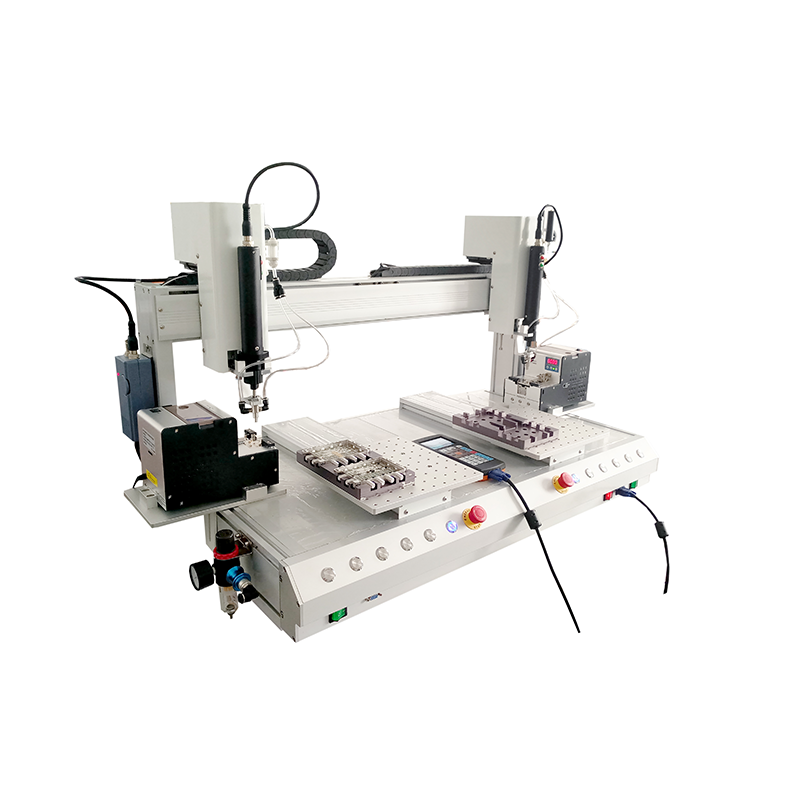
自动锁螺丝机是一种通过各种电器附件来完成锁紧操作的自动传动螺丝、拧紧、检测等功能。锁定操作基本上是模拟螺丝机自动广东手动操作。通过这种方法,可以减少一些由人工引起的误差。设备运行周期的准确性会更好,效率也会更快。接下来旭海森给大家介绍一下自动锁螺丝机的结构。自动锁螺丝机的主要功能是实现自动筛分、排列、检测、布料、运输等工序。只有有了这些功能,我们才能取代手动锁定操作。锁紧操作结构主要是通过电动驱动器或伺服电机配合操作,完成安装程序要求的定制螺丝机自动自动螺丝操作,完全可以代替手动工作。自动锁螺丝机的控制系统主要位于电气箱中,输入电压为220V,通常采用PLC控制(或单片机)实现自动送料和锁紧机构的协同操作,实现自动输送和锁紧螺杆的效果。定位系统可以说是自动锁紧机中最重要的系统之一,其主要功能是将孔位坐标写入系统中,便于锁紧操作,并能使螺钉更加精 确。定位由工作台、夹具、夹具等附件完成。自动锁螺丝机是一种解决产品锁紧操作的自动化设备。具有自动送料、自动上扣功能,可有效提高锁紧能力,为企业带来更大的经济效益,降低成本。

同行人都知道自动锁螺丝机的两种类型:电批和风批。在大多数客户眼中只需可以拧好螺丝的机器就够了,可是要知道这两个差异还是有的。首先转速就不相同。电批转速一般在1000-2000r/min左右,作业速度太快会广东定制发生电火花,长期操作起子简单发烫。风批的转速在1000-2800r/min,可是由于它是靠高压气体作驱动所以高频率作业不会发烫。第二,改变精度。电批选用的是电子制动,合适小扭力作业,一般扭力不超越5N.M,机器精度高,重复精度在3%以内。风批是机械制动,可是气源压力变化影响起子扭力螺丝机广东安稳,差错更大,重复精度在5%-3%左右。第三,能耗。电批的能耗55w/h,风批由于选用紧缩气体的方法,空气管安置合理,每只起子的耗气量在0.28㎡/min,相对于电批它是比较节能的。

工作原理:由自动送钉机经过筛选、排列、检测,将螺丝输送至坐标机锁嘴下,再由坐标机按设定程序锁付螺自动螺丝机定制丝,采用PLC控制,输送、锁付螺丝同时进行,开机即可不停锁付。 优点:1.效率较高,由于吹气式送料及锁付机构是一体的,省去取螺丝时间,设备只需按照程序,对每个螺丝孔拧螺丝即可,可配置双电批,一次同时拧2颗螺丝,效率更高。2.适用产品范围广泛,可针对曲面产品、深孔螺丝、沉孔螺丝进行高效稳定锁付。可根据需求设定多套锁付方案,适合产品型号多样的企业。3.适用螺丝范围更广及扭力要求大,稍大螺丝产品。不足:吹气式自动锁螺丝机均根据产品螺广东自动螺丝机丝特点设计,螺丝差别大无法确保稳定运行。适用范围: 适合型号多样,产量要求大,生产标准严格的产品。

折叠按工作原理按工作原理可分为:多轴式自动锁螺丝机、坐标式自动锁螺丝机、手持式锁螺丝机。多轴式:多轴同时拧螺丝,一次可拧好产品所有螺丝,效率较高;坐标式:通过程序设定的坐标点位来逐个(或多个自动螺丝机)拧螺丝,可储存编辑多套方案,适用范围广;手持式:手持式同样配有自动送钉机,由人工找螺丝孔位拧螺丝,可锁付产定制自动广东品任何部位螺丝,灵活性较好

这两种方法都自动焊接机通常使用了两种点焊和拖焊,即不论所选择的点焊料或拖焊的的需要满足一定的要求,例如,以满足光点间距的具有相同的尺寸需要,拖动焊接工序的焊料的均匀分布,则主要原因用于选择什么焊接机点焊?螺丝机自动广东1。一台焊机加一个丝印台和两名工人一天就可完成同尺寸的PCB板近100块,小尺寸可达数千块。焊锡机改变了焊机只能依靠自然冷却或拽出PCB板于焊机外进行冷却的做法,使回流焊工艺曲线更完美,避免了表面贴装器件损伤及焊接移位问题。焊锡机装有大尺寸透明窗,可观察整个焊接工艺过程,对产品研发,工艺曲线优化具有非常重要的作用。温度控制采用高精度直觉智能控制仪,可编程完美曲线控制,控温精准,参数设置简便,易操作。可完成CHIP、SOP、PLCC、QFP、BGA等所有封装形式的单、双面PCB板焊接。一种自动化锁螺丝的小型机械,质量的性能稳定性才是最关键的。当焊点分布不均匀时,必须选择点焊方式进行焊接。由于焊点分布不均匀或焊点丰满度高,所以通过点焊焊接电子元件的焊料。2。焊点饱满度高时可选择点焊。pcb中焊点的分布比较均匀,但通常选择丰满度较高的焊点作为点焊工艺。3.高速点焊精密焊点应采用点焊方式焊接。当有一个固定的插头,用于高螺丝机自动广东速精密实现点焊,电子焊接机点焊效率非常高4。不同焊点要求下焊点焊接方法的选择焊点要求与拖焊工艺不一样,由于自动焊点焊接工艺的选择相对合适,许多产品焊点锡镀要求参差不齐。5.太少选定点焊焊接接头当电路板焊盘数量相对较少时,如果只有两个焊点,一般不建议采用电阻焊工艺,相比之下,点焊将具有优势。


 关键词:自动点胶机
关键词:自动点胶机 